This article was co-authored by wikiHow Staff. Our trained team of editors and researchers validate articles for accuracy and comprehensiveness. wikiHow's Content Management Team carefully monitors the work from our editorial staff to ensure that each article is backed by trusted research and meets our high quality standards.
This article has been viewed 92,181 times.
Learn more...
Bronze welding, sometimes called braze welding, uses filler bronze rods to weld two pieces of metal together. It is different from brazing because it heats up the metal surfaces and melts them a little bit so that they mix with the bronze and create a stronger weld. In addition, delicate bronze objects can be repaired by using gas shielding and electric currents. By gathering the right materials and taking a slow, even approach, you can make your bronze welding project look professional.
Steps
Gathering Materials
-
1Get a TIG welder. This is an arc welder. It uses an electrical current to weld. Your machine should have a tungsten electrode and a chamber for shielding gas. These can be found at local hardware stores.
- Oxyacetylene torches are an option for producing a weaker weld in the process known as brazing, which shouldn’t be confused with welding. It follows the same steps as TIG bronze welding but melts only the filler rod, not the surface metal.
-
2Find argon gas. The shielding gas is what protects the material you are welding from the environment. Oxygen and water vapor getting into your project will weaken the weld. The gas you’ll use is argon, possibly combined with some amount of helium depending on the depth of the weld. The cylinder that contains the gas fits into the chamber on your welder.[1]
- Pure argon is used for welds up to two millimeters thickness. The thicker the weld, the more helium you’ll want in the gas.
Advertisement -
3Get filler rods. The filler rods are what you’ll use to create the weld. For bronze welding, you’ll use a bronze rod, but these rods come in varieties with differing amounts of copper, aluminum, and other metals. Ideally, you want to match the composition of the rod you use to the metal you’re welding and the thickness of the weld you need.[2]
- For example, a bronze rod with 10% aluminum is good for close-fitting joints, but a bronze rod with 7% tin is good for welding dissimilar and unknown metals.[3]
- Welding rods are thicker than brazing rods. Brazing rods look very narrow because they’re used to leave only a line of bronze on metal.
-
4Choose the right flux. Flux is a substance that cleans metal, protects it, and facilitates heat transfer. When using a TIG welder, flux isn’t necessary to do the welding, but you may still wish to use it for cleaning. Choose a flux that matches the metals in the objects and rods you are welding.
- If you are using an oxyacetylene torch, you’ll need flux to protect metal against oxides.




Initiating a Weld
-
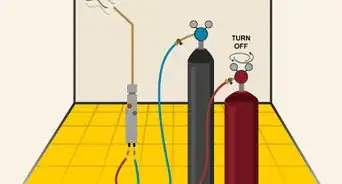
1Take safety precautions. Welding should only be started once your skin is protected. Wear a mask to avoid acids, welding odors, sparks, and stray fragments. Underneath, wear a welding suit that covers your arms and legs. Put on gloves before starting any torches.
- Weld in a well-ventilated area to avoid fumes coming from the gas, heat, and metal.
-
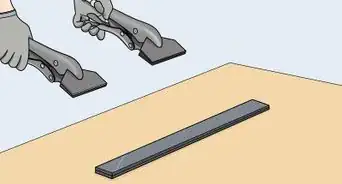
2Clean the metals. To get a good weld, the surface of the metal you’re using has to be free from substances such as oxides, grease, and oil. Use a degreasing solution first from a local hardware store to remove the grease and oil first. Rust and scale can be removed by pickling, soaking the metal in a compatible strong acid such as hydrochloric acid. Use an abrasive such as an emery cloth to remove dirt.[4]
- Rinse the metal in warm water to remove leftover acid and debris before you weld.
-
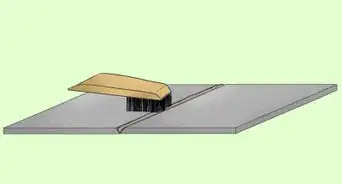
3Flux the parts. If using flux, use a brush to coat the spot where the weld will happen. The flux looks like a paste and should be spread evenly along the surface. Coat the filler rod too or dip it into the flux. Cover it completely with the flux.
- The bigger the welding piece and rod, the more flux you’ll need in order to get more heat.
-
4Start your welder. If you’re using a TIG welder, set it to a low current, about 80-95 amps. Halve the current for brazing. An AC (alternating current) setting is good for keeping the oxide out when using aluminum bronze, but otherwise a DC (direct current) is a common choice.[5]
- A DC current heats up faster and needs to be restarted less.




Completing the Weld
-
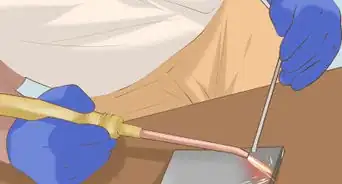
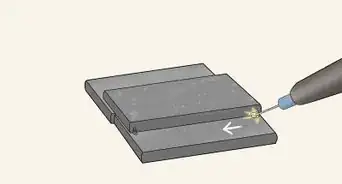
1Heat the welding surface. Start your torch or welder and bring the heat close to the surface. The metal will have a higher melting point than the filler rods, but still avoid pointing the heat directly at the surface. Keep the torch or welder moving, causing the metal to heat up evenly. Look for the metal to change colors, such as to a dull red or orange.
- Metal expands in heat. This makes the filler material join to it more completely.
-
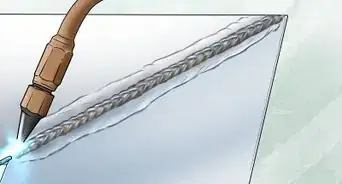
2Lower the rod to the heat. Hold the torch or welder at an angle so that it strikes the bottom of the rod. A little heat should reach the metal you are welding in order to keep it warm. Move the rod along the surface as the filler material pools and forms the weld.[6]
- Monitor the surface for an even distribution of heat. If you used flux, the flux will change colors and disappear when it gets hot. Your filler will move towards the hottest areas.
-
3Allow the weld to cool. Turn off your torch and put away what’s left of your filler rod. Let the weld set. The weld should be solidified before you attempt to clean it.
-
4Clean the weld. If you used flux, you need to make sure all of it is gone or else it will corrode the metal. Rinse the welded metal in hot water while it is still hot, if you can. Use a wire brush to remove stubborn scales. For oxide formed during welding, repeat the process of pickling the metal in an acid bath, such as hydrochloric acid. Rinse off the acid when done.[7]
- Remember to keep wearing protective gear to shield against damaging acid.




Community Q&A
-
QuestionWhy might the flame snap out when the blow pipe is in use in bronze welding?
 Daniel CalentineCommunity AnswerYou could be using it too fast and it can't keep up.
Daniel CalentineCommunity AnswerYou could be using it too fast and it can't keep up. -
QuestionIs it hard welding bronze?
 Community AnswerYes. Welding bronze requires a lot more amperage than steel, because it transfers heat away so quickly.
Community AnswerYes. Welding bronze requires a lot more amperage than steel, because it transfers heat away so quickly.
Warnings
- Working with heat and hot metals represents a hazard to the skin, eyes, and lungs. Always wear protective clothing.⧼thumbs_response⧽
Things You'll Need
- Protective welding clothing
- TIG welder or oxyacetylene torch
- Bronze welding rod
- Metal acid cleanser
- Metal degreasing compound
- Emery cloth or wire brush








References
- ↑ http://www.twi-global.com/technical-knowledge/job-knowledge/welding-of-copper-and-its-alloys-part-1-111/
- ↑ http://www.weldersuniverse.com/TIG_rod_tungsten.html
- ↑ http://www.weldability-sif.com/media/sif_tips/sif_tips_02_tig_brazing.pdf
- ↑ http://www.lucasmilhaupt.com/en-US/brazingfundamentals/properbrazingprocedure/
- ↑ http://weldingproductivity.com/article/ac-vs-dc/
- ↑ http://www.technologystudent.com/equip_flsh/acet6.html
- ↑ http://www.twi-global.com/technical-knowledge/job-knowledge/welding-of-copper-and-its-alloys-part-1-111/
About This Article

Before you weld bronze, put on gloves, a mask, and a welding suit for protection. Then, use a degreasing solution to clean the metal surfaces you’re welding, and coat the weld spot with flux. Next, start your torch or welder, bring it close to the metal without touching it, and move it around so the metal heats evenly. When the metal changes colors, lower a filler rod to the heat, so the filler pools and forms a weld. At that point, turn off your torch or welder, and let the weld cool. Once it solidifies, rinse the welded metal in hot water to clean it. For tips on how to get a TIG welder and argon gas to weld bronze, keep reading!